با توجه به تحول تولید به سمت محصولات پیشرفته، توسعه سریع در زمینه انرژی پاک و توسعه صنعت نیمههادی و فتوولتائیک، با راندمان بالا و قابلیت پردازش دقیق، تقاضا برای ابزارهای الماسی رو به افزایش است، اما پودر الماس مصنوعی به عنوان مهمترین ماده اولیه، نیروی نگهدارنده ماتریس و الماس قوی نیست و عمر ابزار کاربیدی اولیه آن طولانی نیست. برای حل این مشکلات، صنعت به طور کلی پوشش سطح پودر الماس را با مواد فلزی اتخاذ میکند تا ویژگیهای سطح آن را بهبود بخشد، دوام را افزایش دهد و کیفیت کلی ابزار را بهبود بخشد.
روش پوشش سطح پودر الماس بیشتر است، از جمله آبکاری شیمیایی، آبکاری الکتریکی، آبکاری مگنترون اسپاترینگ، آبکاری تبخیر خلاء، واکنش انفجار داغ و غیره، از جمله آبکاری شیمیایی و آبکاری با فرآیند بالغ، پوشش یکنواخت، میتواند ترکیب و ضخامت پوشش را به طور دقیق کنترل کند، مزایای پوشش سفارشی، به دو فناوری رایج در صنعت تبدیل شده است.
۱. آبکاری شیمیایی
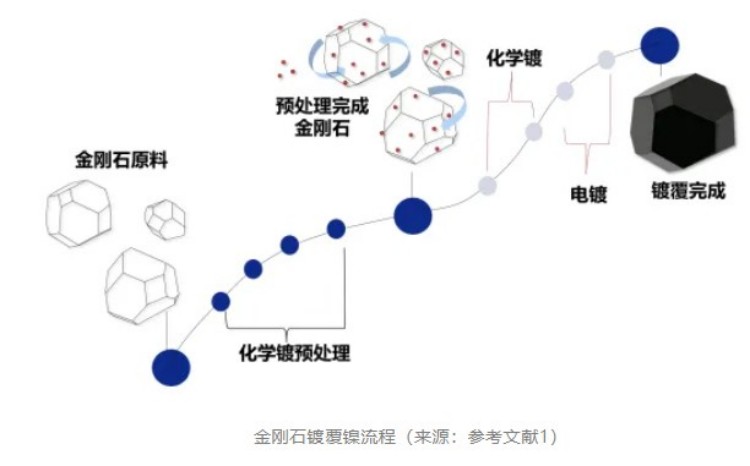
پوشش شیمیایی پودر الماس به این صورت است که پودر الماس فرآوری شده را در محلول پوشش شیمیایی قرار میدهند و یونهای فلزی را در محلول پوشش از طریق عمل عامل کاهنده در محلول پوشش شیمیایی رسوب میدهند و یک پوشش فلزی متراکم تشکیل میدهند. در حال حاضر، پرکاربردترین پوشش شیمیایی الماس، آبکاری شیمیایی نیکل-فسفر (Ni-P) است که معمولاً آبکاری شیمیایی نیکل نامیده میشود.
01 ترکیب محلول آبکاری شیمیایی نیکل
ترکیب محلول آبکاری شیمیایی تأثیر تعیینکنندهای بر پیشرفت روان، پایداری و کیفیت پوشش واکنش شیمیایی آن دارد. این محلول معمولاً حاوی نمک اصلی، عامل کاهنده، کمپلکسکننده، بافر، تثبیتکننده، شتابدهنده، سورفکتانت و سایر اجزا است. برای دستیابی به بهترین اثر پوشش، باید نسبت هر جزء به دقت تنظیم شود.
۱، نمک اصلی: معمولاً سولفات نیکل، کلرید نیکل، اسید آمینو سولفونیک نیکل، کربنات نیکل و غیره، نقش اصلی آن تأمین منبع نیکل است.
۲. عامل احیاکننده: عمدتاً هیدروژن اتمی را فراهم میکند، Ni2+ را در محلول آبکاری به Ni کاهش میدهد و آن را روی سطح ذرات الماس رسوب میدهد که مهمترین جزء در محلول آبکاری است. در صنعت، فسفات ثانویه سدیم با قابلیت احیا قوی، هزینه کم و پایداری خوب در آبکاری عمدتاً به عنوان عامل احیاکننده استفاده میشود. سیستم احیا میتواند آبکاری شیمیایی را در دمای پایین و دمای بالا انجام دهد.
3، عامل پیچیده: محلول پوشش میتواند رسوب ایجاد کند، پایداری محلول پوشش را افزایش دهد، عمر مفید محلول آبکاری را افزایش دهد، سرعت رسوب نیکل را بهبود بخشد، کیفیت لایه پوشش را بهبود بخشد، به طور کلی از اسید سوکسینین، اسید سیتریک، اسید لاکتیک و سایر اسیدهای آلی و نمکهای آنها استفاده کند.
۴. سایر اجزا: تثبیتکننده میتواند از تجزیه محلول آبکاری جلوگیری کند، اما به دلیل اینکه بر وقوع واکنش شیمیایی آبکاری تأثیر میگذارد، باید در حد اعتدال استفاده شود؛ بافر میتواند در طول واکنش شیمیایی آبکاری نیکل H+ تولید کند تا پایداری مداوم pH را تضمین کند؛ سورفکتانت میتواند تخلخل پوشش را کاهش دهد.
02 فرآیند آبکاری شیمیایی نیکل
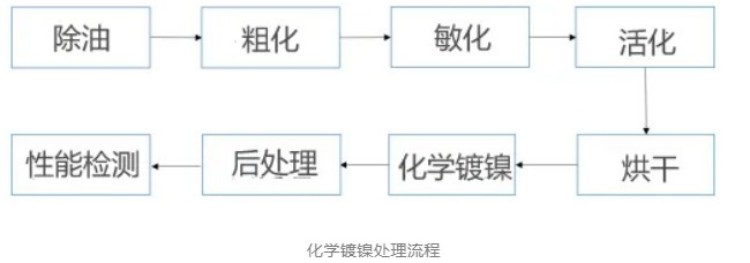
آبکاری شیمیایی سیستم هیپوفسفات سدیم مستلزم آن است که ماتریس باید فعالیت کاتالیزوری خاصی داشته باشد و سطح الماس خود مرکز فعالیت کاتالیزوری ندارد، بنابراین قبل از آبکاری شیمیایی پودر الماس باید پیش تصفیه شود. روش پیش تصفیه سنتی آبکاری شیمیایی شامل حذف روغن، درشت کردن، حساس سازی و فعال سازی است.
(1) حذف روغن، درشت کردن: حذف روغن عمدتاً برای از بین بردن روغن، لکهها و سایر آلایندههای آلی روی سطح پودر الماس است تا از چسبندگی و عملکرد خوب پوشش بعدی اطمینان حاصل شود. درشت کردن میتواند برخی از چالهها و ترکهای کوچک را روی سطح الماس ایجاد کند، زبری سطح الماس را افزایش دهد، که نه تنها برای جذب یونهای فلزی در این محل مفید است، بلکه آبکاری شیمیایی و آبکاری الکتریکی بعدی را تسهیل میکند، بلکه پلههایی را روی سطح الماس تشکیل میدهد و شرایط مطلوبی را برای رشد لایه رسوب فلز آبکاری شیمیایی یا آبکاری الکتریکی فراهم میکند.
معمولاً در مرحله حذف روغن، از NaOH و سایر محلولهای قلیایی به عنوان محلول حذف روغن استفاده میشود و برای مرحله درشتسازی، از اسید نیتریک و سایر محلولهای اسیدی به عنوان محلول شیمیایی خام برای حکاکی سطح الماس استفاده میشود. علاوه بر این، این دو اتصال باید با دستگاه تمیزکننده اولتراسونیک استفاده شوند که منجر به بهبود راندمان حذف روغن و درشتسازی پودر الماس، صرفهجویی در زمان فرآیند حذف روغن و درشتسازی و اطمینان از تأثیر حذف روغن و درشتسازی میشود.
(2) حساسسازی و فعالسازی: فرآیند حساسسازی و فعالسازی، بحرانیترین مرحله در کل فرآیند آبکاری شیمیایی است که ارتباط مستقیمی با امکان انجام آبکاری شیمیایی دارد. حساسسازی به معنای جذب موادی است که به راحتی اکسید میشوند و قابلیت خودکاتالیزوری ندارند. فعالسازی به معنای جذب اکسیداسیون اسید هیپوفسفریک و یونهای فلزی فعال کاتالیزوری (مانند پالادیوم فلزی) بر روی کاهش ذرات نیکل است تا سرعت رسوب پوشش روی سطح پودر الماس افزایش یابد.
به طور کلی، زمان عملیات حساسسازی و فعالسازی خیلی کوتاه است، تشکیل نقطه پالادیوم روی سطح الماس فلز کمتر است، جذب پوشش کافی نیست، لایه پوشش به راحتی جدا میشود یا تشکیل یک پوشش کامل دشوار است، و زمان عملیات خیلی طولانی است که باعث هدر رفتن نقطه پالادیوم میشود، بنابراین بهترین زمان برای عملیات حساسسازی و فعالسازی 20 تا 30 دقیقه است.
(3) آبکاری شیمیایی نیکل: فرآیند آبکاری شیمیایی نیکل نه تنها تحت تأثیر ترکیب محلول پوشش قرار میگیرد، بلکه تحت تأثیر دمای محلول پوشش و مقدار PH نیز قرار میگیرد. در آبکاری شیمیایی نیکل با دمای بالا، دمای عمومی در 80 تا 85 درجه سانتیگراد خواهد بود، بالاتر از 85 درجه سانتیگراد به راحتی باعث تجزیه محلول آبکاری میشود و در دمای کمتر از 85 درجه سانتیگراد، سرعت واکنش سریعتر است. با افزایش pH، سرعت رسوب پوشش افزایش مییابد، اما pH همچنین باعث تشکیل رسوب نمک نیکل میشود که سرعت واکنش شیمیایی را مهار میکند، بنابراین در فرآیند آبکاری شیمیایی نیکل با بهینه سازی ترکیب و نسبت محلول آبکاری شیمیایی، شرایط فرآیند آبکاری شیمیایی، سرعت رسوب پوشش شیمیایی، چگالی پوشش، مقاومت در برابر خوردگی پوشش، روش چگالی پوشش و پودر الماس پوشش را برای برآوردن تقاضای توسعه صنعتی کنترل کنید.
علاوه بر این، یک پوشش واحد ممکن است به ضخامت پوشش ایدهآل نرسد و ممکن است حباب، سوراخ و نقصهای دیگری وجود داشته باشد، بنابراین میتوان از چندین پوشش برای بهبود کیفیت پوشش و افزایش پراکندگی پودر الماس پوشش داده شده استفاده کرد.
۲. الکترونیکلینگ
به دلیل وجود فسفر در لایه پوشش پس از آبکاری شیمیایی نیکل الماس، منجر به رسانایی الکتریکی ضعیف میشود که بر فرآیند بارگذاری شن ابزار الماس (فرآیند تثبیت ذرات الماس روی سطح ماتریس) تأثیر میگذارد، بنابراین میتوان از لایه آبکاری بدون فسفر به روش آبکاری نیکل استفاده کرد. عملیات خاص این است که پودر الماس را در محلول پوشش حاوی یونهای نیکل قرار دهید، ذرات الماس با الکترود منفی قدرت به کاتد تماس پیدا میکنند، بلوک فلزی نیکل غوطهور در محلول آبکاری و متصل به الکترود مثبت قدرت به آند تبدیل میشود، از طریق عمل الکترولیتی، یونهای نیکل آزاد در محلول پوشش به اتمهای روی سطح الماس کاهش مییابند و اتمها به داخل پوشش رشد میکنند.

01 ترکیب محلول آبکاری
مانند محلول آبکاری شیمیایی، محلول آبکاری الکتریکی عمدتاً یونهای فلزی لازم برای فرآیند آبکاری الکتریکی را فراهم میکند و فرآیند رسوب نیکل را برای به دست آوردن پوشش فلزی مورد نیاز کنترل میکند. اجزای اصلی آن شامل نمک اصلی، عامل فعال آند، عامل بافر، افزودنیها و غیره است.
(1) نمک اصلی: عمدتاً از سولفات نیکل، آمینو سولفونات نیکل و غیره استفاده میشود. به طور کلی، هرچه غلظت نمک اصلی بیشتر باشد، انتشار در محلول آبکاری سریعتر، راندمان جریان و نرخ رسوب فلز بالاتر است، اما دانههای پوشش درشت میشوند و کاهش غلظت نمک اصلی، رسانایی پوشش را کاهش میدهد و کنترل آن را دشوار میکند.
(2) عامل فعال آند: از آنجا که آند به راحتی غیرفعال میشود، رسانایی ضعیفی دارد و بر یکنواختی توزیع جریان تأثیر میگذارد، بنابراین لازم است کلرید نیکل، کلرید سدیم و سایر عوامل را به عنوان فعالکننده آندی اضافه کنید تا فعالسازی آند را افزایش داده و چگالی جریان غیرفعالسازی آند را بهبود بخشید.
(3) عامل بافر: مانند محلول آبکاری شیمیایی، عامل بافر میتواند پایداری نسبی محلول آبکاری و pH کاتد را حفظ کند، به طوری که میتواند در محدوده مجاز فرآیند آبکاری نوسان کند. عامل بافر رایج شامل اسید بوریک، اسید استیک، بیکربنات سدیم و غیره است.
(4) سایر افزودنیها: طبق الزامات پوشش، مقدار مناسبی از عامل براقکننده، عامل ترازکننده، عامل خیسکننده و عامل متفرقه و سایر افزودنیها را برای بهبود کیفیت پوشش اضافه کنید.
02 جریان نیکل آبکاری شده با الماس
۱. پیش تصفیه قبل از آبکاری: الماس اغلب رسانا نیست و باید از طریق سایر فرآیندهای پوشش با لایهای از فلز آبکاری شود. روش آبکاری شیمیایی اغلب برای پیش آبکاری یک لایه از فلز و ضخیم شدن آن استفاده میشود، بنابراین کیفیت پوشش شیمیایی تا حدودی بر کیفیت لایه آبکاری تأثیر میگذارد. به طور کلی، محتوای فسفر در پوشش پس از آبکاری شیمیایی تأثیر زیادی بر کیفیت پوشش دارد و پوشش فسفر بالا مقاومت خوردگی نسبتاً بهتری در محیط اسیدی دارد، سطح پوشش برآمدگی تومور بیشتری دارد، زبری سطح زیادی دارد و خاصیت مغناطیسی ندارد. پوشش فسفر متوسط هم مقاومت خوردگی و هم مقاومت سایشی دارد. پوشش فسفر کم رسانایی نسبتاً بهتری دارد.
علاوه بر این، هرچه اندازه ذرات پودر الماس کوچکتر باشد، سطح ویژه آن بزرگتر است. هنگام پوشش، شناور شدن آسان در محلول آبکاری، نشتی ایجاد میشود که منجر به پدیده لایه سست پوشش میشود. قبل از آبکاری، باید میزان فسفر و کیفیت پوشش کنترل شود تا رسانایی و چگالی پودر الماس کنترل شود تا شناور شدن آسان پودر بهبود یابد.
2، آبکاری نیکل: در حال حاضر، آبکاری پودر الماس اغلب از روش پوشش نورد استفاده میکند، یعنی مقدار مناسبی از محلول آبکاری به بطری اضافه میشود، مقدار مشخصی از پودر الماس مصنوعی به محلول آبکاری وارد میشود و از طریق چرخش بطری، پودر الماس را در بطری به سمت رول شدن هدایت میکند. همزمان، الکترود مثبت به بلوک نیکل و الکترود منفی به پودر الماس مصنوعی متصل است. تحت تأثیر میدان الکتریکی، یونهای نیکل آزاد در محلول آبکاری، نیکل فلزی را روی سطح پودر الماس مصنوعی تشکیل میدهند. با این حال، این روش مشکلات راندمان پایین پوشش و پوشش ناهموار را دارد، بنابراین روش الکترود چرخشی به وجود آمد.
روش الکترود چرخان، چرخاندن کاتد در آبکاری پودری الماس است. این روش میتواند سطح تماس بین الکترود و ذرات الماس را افزایش دهد، رسانایی یکنواخت بین ذرات را افزایش دهد، پدیده ناهمواری پوشش را بهبود بخشد و راندمان تولید آبکاری نیکل الماس را بهبود بخشد.
خلاصه مختصر
به عنوان ماده اولیه اصلی ابزارهای الماس، اصلاح سطح ریزپودر الماس وسیلهای مهم برای افزایش نیروی کنترل ماتریس و بهبود عمر مفید ابزارها است. به منظور بهبود سرعت بارگذاری ماسه ابزارهای الماس، معمولاً میتوان یک لایه نیکل و فسفر را روی سطح ریزپودر الماس آبکاری کرد تا رسانایی خاصی داشته باشد و سپس لایه آبکاری را با آبکاری نیکل ضخیمتر کرد و رسانایی را افزایش داد. با این حال، باید توجه داشت که سطح الماس خود دارای مرکز فعال کاتالیزوری نیست، بنابراین قبل از آبکاری شیمیایی باید پیشتیمار شود.
مستندات مرجع:
لیو هان. مطالعهای بر روی فناوری پوشش سطح و کیفیت میکروپودر الماس مصنوعی [D]. موسسه فناوری ژونگیوان.
یانگ بیائو، یانگ جون و یوان گوانگشنگ. مطالعه فرآیند پیش تصفیه پوشش سطح الماس [J]. استانداردسازی فضا.
لی جینگهوآ. تحقیق در مورد اصلاح سطح و کاربرد میکروپودر الماس مصنوعی مورد استفاده برای اره سیمی [D]. موسسه فناوری ژونگیوان.
فانگ لیلی، ژنگ لیان، وو یانفی و همکاران. فرآیند آبکاری شیمیایی نیکل سطح الماس مصنوعی [J]. مجله IOL.
این مقاله در شبکه مواد فوق سخت بازنشر شده است.
زمان ارسال: ۱۳ مارس ۲۰۲۵




